 Sıkma-kırılma testi, dişli bağlantınız hakkında değerli bilgiler sunar. yeni bir uygulama için tork özelliklerini belirlerken ve bağlantı arızalarını gidermeye çalışırken her zaman yapılmalıdır.
Sıkma-kırılma testi, dişli bağlantınız hakkında değerli bilgiler sunar. yeni bir uygulama için tork özelliklerini belirlerken ve bağlantı arızalarını gidermeye çalışırken her zaman yapılmalıdır.
Aslında, dişli bağlantı elemanlarının montajıyla uğraşırken, tork ölçüm verilerine ve dokümantasyonuna sahip olmak her zaman iyi bir fikirdir.
Neyse ki, Kolver’in K-Ducer akıllı tork sürücüsü, tork çalışması yapmayı ve sonuçları analiz etmeyi hızlı ve kolay hale getiriyor. Nasıl yapıldığını görmek için takip edin!
Bu tahrip edici bir testtir ve sonuçlarınızda istatistiksel anlamlılık elde etmek için (ideal olarak 10 veya daha fazla) çeşitli parça ve vidaları hazır bulundurmalısınız. Bununla birlikte, tek bir testten bile çok sayıda faydalı veri elde edebilirsiniz.
Her bağlantı elemanı sıkıldığında hafifçe esner. Yük, hala elastik aralığındayken kaldırılırsa, orijinal şekline geri döner. Ancak, bu noktanın ötesinde, yani plastik aralığına kadar sıkılırsa, orijinal şekline geri dönmez ve kalıcı olarak esner. Bu noktanın ötesinde daha fazla sıkılması sonunda kırılmasına neden olur.
Amaç, vidayı (veya parçayı) kırılacağı veya yivlerinin sıyrılacağı noktayı geçecek şekilde sıkmaktır.
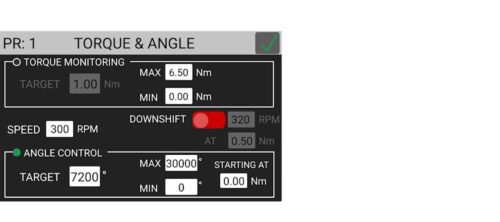
Bunu yapmak için, uygun bir hız (emin değilseniz 300 RPM), tork izleme stratejisine sahip açı kontrolü ve tornavidanın maksimum torkuna eşit maksimum tork değeri ile bir program yapılandırın.
Güvenlik uyarısı: Maksimum tork 3 Nm’den (25 inç-lbs) yüksekse, özellikle dik açılı tornavida modeline sahip değilseniz, tork reaksiyon kolu kullanmalısınız.
Not: Modele (ve bağlantı elemanının mukavemetine) bağlı olarak, tornavidanızın vidaların veya parçaların kırılmasına neden olacak kadar tork kapasitesi olmayabilir. Bu durumla karşılaşsanız bile, çalışmadan yine de faydalı veriler toplayabilirsiniz.
Hedef açı, vidanın diş sayısından birkaç devir daha fazla olmalıdır. Emin değilseniz, şu formülü kullanın:
Hedef açı (derece cinsinden) = TPI x L x 360 x 1,5
Nerede:
TPI, vidanızın inç başına diş sayısıdır.
L, vidanızın inç cinsinden uzunluğudur.
360, diş sayısının dereceye dönüştürülmesidir.
1,5, vidayı sıyrılma veya kırılma noktasını geçecek şekilde sıkmanızı sağlamak için bir güvenlik faktörüdür.

Sıkma işlemi sırasında tetiği yanlışlıkla bırakmanız durumunda veri kaybını önlemek için, menü programı => diğer bölümünden “kol hatası” seçeneğini de etkinleştirmeniz gerekir.
Örneğin, inç başına 20 dişe sahip ve 0,67 inç uzunluğunda bir bağlantı elemanı için, hedef açıyı şu şekilde belirleriz:
(0,67) x 20 x 360 x 1,5 = 7200°
K-DUCER kontrol cihazındaki Tork ve Açı program menüsünde , yapılandırma şu şekilde görünür:
Tork ve Açı parametrelerini yapılandırdıktan sonra, ücretsiz K-Graph yazılımımızı kullanarak KDU-1A’yı bir bilgisayara bağlayın.
Alternatif olarak, çalışmanız için verileri otomatik olarak kaydetmek üzere KDU-1A kontrol cihazına bir USB sürücü takabilirsiniz; bu verileri daha sonra analiz için K-Graph veya bir elektronik tablo programına yükleyebilirsiniz.
İlk testi gerçekleştirin.
KDU-1A üzerinde “Vida Tamam” ekranı görünene kadar vidayı tamamen sıktığınızdan emin olun.
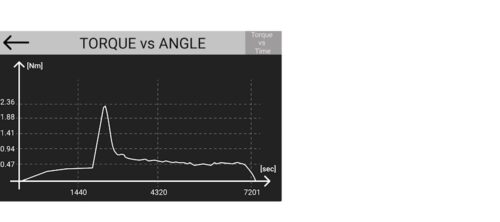
Aşağıdaki örnekte, diş açan bir vida plastik üzerine sıkılmış ve dişlerin sıyrıldığı noktayı geçene kadar sıkılmıştır.
K-DUCER kontrol cihazında görülen Tork-Açı grafiği :
PC için ücretsiz K-Graph yazılımında görülebilen Tork-Açı grafiği :
Hemen aşağıdaki özellikleri belirleyebiliriz:
Verilerimizde istatistiksel anlamlılık elde etmek için, tüm ilgi noktalarının ortalamalarını, minimum ve maksimum değerlerini elde etmek amacıyla, yeni vidalar ve yeni parçalar kullanarak bu çalışmayı birçok kez tekrarlamalıyız.
İşte hepsi bu kadar!
Bu verilerle artık bağlantının arıza noktalarını biliyoruz ve tasarım mühendislerinden başka bir spesifikasyon gelmediği durumlarda, hedef torkumuzu, dönme açısı limitlerimizi ve geçerli tork dengeleme ayarlarımızı belirlemek için bazı pratik kuralları takip edebiliriz.