 Endüstriyel bağlantı elemanlarında hız, verimliliği artırmanın basit bir yolu olarak sıklıkla yanlış anlaşılır. “Hızı iki katına çıkarmak çıktıyı iki katına çıkarır” şeklinde daha da basitleştirilen bu varsayım, tork kontrolünün, bağlantı özelliklerinin ve malzeme özelliklerinin karmaşıklığını göz ardı ettiği için yanıltıcıdır. Daha yüksek hızlar çevrim sürelerini kısaltabilirken, diş sıyırma, çapraz diş açma ve tutarsız tork uygulaması gibi riskleri de beraberinde getirir. Bu nedenle, verimlilik ve hassasiyet arasında doğru dengeyi kurmak, yüksek kaliteli montajlar sağlamak ve maliyetli yeniden işleme ve kusurlardan kaçınmak için uygun hız yönetimi şarttır.
Endüstriyel bağlantı elemanlarında hız, verimliliği artırmanın basit bir yolu olarak sıklıkla yanlış anlaşılır. “Hızı iki katına çıkarmak çıktıyı iki katına çıkarır” şeklinde daha da basitleştirilen bu varsayım, tork kontrolünün, bağlantı özelliklerinin ve malzeme özelliklerinin karmaşıklığını göz ardı ettiği için yanıltıcıdır. Daha yüksek hızlar çevrim sürelerini kısaltabilirken, diş sıyırma, çapraz diş açma ve tutarsız tork uygulaması gibi riskleri de beraberinde getirir. Bu nedenle, verimlilik ve hassasiyet arasında doğru dengeyi kurmak, yüksek kaliteli montajlar sağlamak ve maliyetli yeniden işleme ve kusurlardan kaçınmak için uygun hız yönetimi şarttır.
Kolver’de, bazen üreticilerin tork aletlerinin yetersiz programlanması nedeniyle sorun yaşadığı durumlarla karşılaşıyoruz; yanlış hız ayarları genellikle en önemli sorunlardan biri oluyor.
Yakın zamanda, bir elektronik bileşen üreticisi, plastik gövdeleri çok yüksek hızda sıkıştırarak plastiğin aşırı ısınmasına ve bağlantının kırılma tork noktasının değişmesine neden olmuş, bu da kalite ve güvenilirlik sorunlarına yol açmıştır. Müşteriye sıkıştırma ayarlarında bazı basit ayarlamalar konusunda rehberlik ederek, sorunu hızla çözmeyi ve nihai ürünün kalitesini ve güvenilirliğini büyük ölçüde artırmayı başardık. Bu örnek, hız ayarlarının sıkıştırılan malzemeye uygun olmasının önemini vurgulamaktadır.
Vidalama İşleminde Hızın Rolü
Sıkma hızı, bir bağlantıya uygulanan torku doğrudan etkiler. Hız çok yüksekse, özellikle alüminyum veya plastik gibi daha yumuşak malzemelerde diş sıyırma, çapraz diş açma (yani vida ile diş arasında yanlış hizalama) ve daha düşük sıkma torku tekrarlanabilirliği gibi sorunlara yol açabilir. Tersine, hız çok düşükse, verimsiz çevrim sürelerine, daha yavaş üretime ve hatta bazen hem alette hem de bağlantı elemanında artan aşınmaya yol açabilir.
Örneğin, kendinden kılavuzlu vidalarla veya elastik bağlantılarla uğraşırken çok düşük hızlar, tıpkı spor salonunda elastik bir bandı çok yavaş germeye çalışmak gibi, tornavidanın motorunun aşırı ısınmasına neden olabilir. Kol kaslarınızın sürekli olarak bandın gerilimine karşı koyması ve ivme kazanmaması gerektiği gibi, motor da torku korumak için daha çok çalışmak zorundadır.
Hız ve Ergonomi: Operatörü Korumak
Hız, yalnızca verimlilik ve kaliteyi etkilemekle kalmaz, aynı zamanda ergonomi ve operatör güvenliğinde de kritik bir rol oynar. Sıkma işlemi sırasında reaksiyon kuvvetlerinin nasıl emildiği, işçinin yorgunluğunu ve zorlanmasını önemli ölçüde etkileyebilir. Sert eklemlerde, yüksek hızlı aletler, reaksiyon torkunun çoğunu emmek için ataletlerine güvenir ve operatörün hissettiği zorlanmayı azaltır. Buna karşılık, daha düşük hızlarda çalışmak, sıkma işlemini daha pürüzsüz hissettirebilir ve doğruluğu artırabilir, ancak aynı zamanda el, bilek ve omuzda stresi artıran ve karpal tünel sendromu gibi potansiyel uzun vadeli rahatsızlıklara yol açan daha güçlü, daha ani bir reaksiyon kuvvetine de neden olabilir. Tekrarlayan zorlanma yaralanmalarının bu risklerini azaltmak için, eklem için en uygun alet parametrelerini bulmanın yanı sıra, bir tork reaksiyon kolu kullanmanızı öneririz. Kolver, reaksiyon kolları söz konusu olduğunda birçok seçenek sunmaktadır .
Hız, ergonomi ve alet kontrolünü dengelemek, daha güvenli ve daha verimli bir çalışma ortamı yaratmanın anahtarıdır.
Farklı Bağlantı Noktaları ve Malzemeler İçin Hız Ayarı
Daha önce de belirtildiği gibi, endüstriyel dünyada çok çeşitli malzeme ve bağlantı türü bulunmaktadır ve vidalama hızı söz konusu olduğunda tek bir doğru çözüm yoktur. Her malzeme ve bağlantı türü, verimlilik ve hassasiyeti dengelemek için özel hız gereksinimlerine ihtiyaç duyar. Yumuşak malzemeler (plastikler, kompozitler, bazı ahşap türleri) aşırı ısı birikimini ve/veya diş hasarını önlemek için daha düşük hızlara ihtiyaç duyar. Genellikle 300-500 RPM civarında hızlar öneriyoruz.
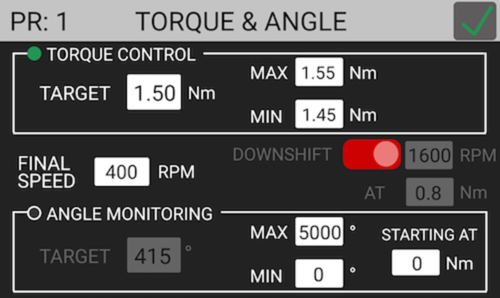
Yukarıda bahsedilen, müşterinin plastiği çok hızlı bir şekilde sıktığı durumda, ortaya çıkan kalite sorunlarını önlemek için 400 RPM hızının uygun olduğunu tespit ettik.
Kendinden delmeli vidalar, diş sıyırmayı önlemek için daha düşük hızlardan da faydalanabilir, ancak diş açmak için yeterli hıza da ihtiyaç duyarlar, bu nedenle orta hız önerilir. Bu durumlarda, özel uygulamaya ve malzemeye bağlı olarak 600-1000 RPM aralığında hızlar önerilir.
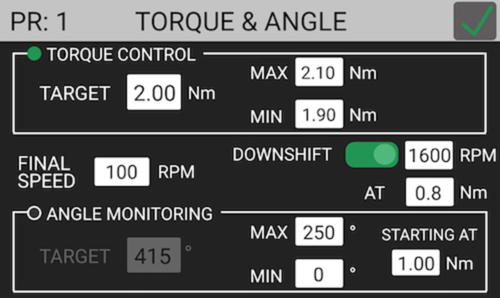
Metallerle çalışırken, Kolver’in akım kontrollü ve transdüserli tornavidalarında bulunan hız düşürme fonksiyonundan yararlanarak, sıkma işleminin son aşamasında yüksek hızlarda (tornavidanın maksimum hızına kadar) çalışırken, vida yerine oturduktan sonra daha düşük bir hıza geçmenizi öneririz; bu, aşırı sıkma riskini azaltır ve genel tork doğruluğunu artırır. Vida tipine ve belirtilen montaj torkuna bağlı olarak, son hızın 30 ile 100 RPM arasında olmasını öneririz.
Havacılık ve uzay uygulamalarında kullanılanlar gibi özel bağlantı elemanları için üretici genellikle montaj torku özellikleriyle birlikte uygun sıkma hızını da belirtir.
Torcx yardım etmek için burada.
Vidalama işlemlerinde hız yönetimi sadece daha hızlı montajla ilgili değil; hassasiyet ve güvenilirlikle de ilgilidir. Üreticiler, malzeme ve bağlantı tipine göre hız ayarlarını yaparak doğru tork uygulamasını sağlayabilir, yaygın sorunları önleyebilir ve montajlarında daha yüksek kalite elde edebilirler. Ayrıca, hız parametrelerini ayarlarken ergonomiyi göz önünde bulundurmak, operatör yorgunluğunu ve yaralanmalarını azaltmaya ve iş yeri güvenliğini artırmaya yardımcı olabilir. Kolver’in K-DUCER gibi gelişmiş sıkma stratejilerine sahip tork kontrol aletlerine yatırım yapmak, hem verimlilikte hem de uzun vadeli ürün performansında önemli bir fark yaratabilir.
Her zaman olduğu gibi, belirli bir uygulama için en uygun sabitleme stratejisini bulma konusunda yardıma ihtiyacınız olursa, bizimle iletişime geçmekten çekinmeyin.