Çalışma torku , diğer adıyla dayanak torku, dişli bağlantı uygulamalarında sürtünmeyi ve/veya herhangi bir kilitleme özelliğini aşmak için gereken torktur; bu tork, sıkıştırma yükü veya cıvata uzaması oluşturmaz; başka bir deyişle, çalışma torku, gerçek sıkma ve sıkıştırma başlamadan önce vida başının sabitlenen bileşene oturması için gereken torktur.
Tork spesifikasyonları genellikle çalışma torkunu da içeren toplam uygulanan torku ifade etse de, özellikle güvenlik açısından kritik havacılık ve otomotiv sektörlerinde, bağlantılar arasında karşılaşılan çalışma torkundaki varyasyon, özel bir sıkma stratejisi gerektirecek kadar önemli kabul edilir. Bu uygulamalar için belirtilen nihai tork, tipik olarak çalışma torkunun üzerindeki tork olarak gösterilir ve işte burada akıllı tork aletleri önem kazanır. Bu tür bir uygulamada akıllı bir elektrikli tornavida, mevcut torku gerçek zamanlı olarak ölçer ve ardından dinamik olarak hedef torka ekleyerek tüm bağlantılara tutarlı bir sıkıştırma torku uygulanmasını sağlar ; önceki makalemizde Kolver’in K-DUCER’ını bunun için nasıl kuracağımızı ele almıştık.
Ancak, ek değişkenlerin söz konusu olduğu ve çok aşamalı bir sıkılaştırma stratejisinin gerekli olduğu durumlar da olabilir .
Sık karşılaşılan bir durum, başlangıçtaki hakim torkun nihai sıkıştırma torkundan daha büyük olmasıdır . Eğer tek değişken bu olsaydı, K-DUCER’ın çalışma torku özelliğini kullanmamız, aralığını izin verilen minimum ve maksimum torkla birlikte ayarlamamız ve ardından istenen sıkıştırma torkuna beklendiği gibi ulaşılmasını sağlamamız yeterli olurdu.
Bununla birlikte, bazı durumlarda, hakim tork erken zirve yapabilir ve ardından vida yerine oturmadan önce azalma aşamasında önemli ölçüde düşebilir. Bu durumlarda, hakim torku dinamik olarak ölçüyor ve nihai kapatma torkunu hesaplamak için bunu hesaba katıyorsak, çok adımlı bir strateji kullanmak isteriz.
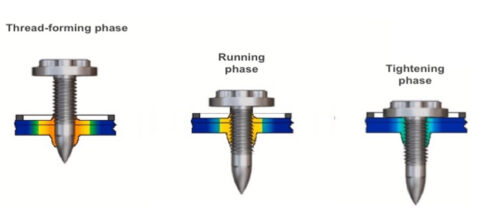
Bu durum, özellikle diş açma ve diş kesme bağlantı elemanlarında sıkça ortaya çıkar ; tornavida, ilk delme veya diş açma işlemi için yüksek tork uygular ve ardından vida yerine oturana ve son sıkma işlemine başlanana kadar daha standart bir tork miktarına geri döner.
Bu ek değişkeni ele almak için, akıllı bir aletin “OK” sinyali üretmek üzere birden fazla adımı izleyecek şekilde ayarlanması gerekir.
Bu , gelişmiş tork menü ekranının ikinci sayfasında bulunan çalışma torku özelliği ile maksimum güç fazı özelliğinin birleştirilmesiyle gerçekleştirilebilir . İlk aralık için, örneğin ilk 3600 derece için, maksimum güç fazını açarak, elektrikli tornavidanın, diş oluşturmak veya malzemeyi kesmek için gereken ilk direnç artışını aşmak için gereken en yüksek torkta çalışmasına izin vereceğiz. Bunu, bir sonraki aşama için (örneğin 3600 ila 9000 derece arası) dengeleme modundaki çalışma torku özelliğiyle birleştirmek, tornavidanın ikinci aralıkta karşılaşılan çalışma torkunu ölçmesini ve bağlantı elemanına uygulanan nihai torku hesaplamak için hedef torka eklemesini sağlayacaktır.
Örneğin, uygulamamızda, normal torkun 3,8 Nm üzerinde sıkılması gereken bir diş açma bağlantı elemanı olduğunu varsayalım. Birkaç test yaptıktan sonra, tork-açı eğrisini analiz ediyoruz ve ilk diş açma aşamasının 9 Nm’ye kadar çıktığını ve yaklaşık 5400 derece sürdüğünü, ardından bağlantı elemanının oturma noktasına kadar ortalama 4,1 Nm’lik bir tahrik torkunun uygulandığını ve bu noktanın yaklaşık 9000 derecelik bir açıda oldukça tutarlı bir şekilde gerçekleştiğini gözlemliyoruz.
Artık K-DUCER cihazımızı kurmaya hazırız.
Öncelikle tork ve açı ayarları ekranına gidelim ve dokümanımızda belirtildiği gibi hedef torku 3,8 Nm olarak ayarlayalım.
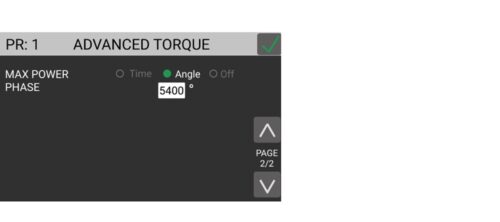
Ardından Gelişmiş Tork ayarlarımızı açabilir ve ikinci sayfada Maksimum güç aşamasını etkinleştirebiliriz. Bu ayar, tornavidaya belirli bir süre boyunca ihtiyaç duyulan torku uygulayabileceğini söyler; biz bu süreyi, diş açma aşamasının süresini ölçtüğümüz 5400 derece olarak ayarladık. Alternatif olarak, bir zaman aralığı da belirtilebilir.
Gelişmiş Tork ayarları ekranının ilk sayfasına geri dönelim ve Geçerli/Çalışma Torku ayarını açalım. Spesifikasyonlarımız hedef torkun “çalışma torkunun üzerinde” olduğunu gösterdiğinden, telafi modunda çalışmamız gerekiyor. Telafi modu yalnızca karşılaşılan geçerli torku ölçmekle kalmaz, aynı zamanda bunu hedef torka da ekler; hedef tork artı ölçülen geçerli torkun toplamı, bağlantı elemanına uygulanan nihai torku oluşturacaktır.
Daha önceki grafiğimizde analiz ettiğimiz çalışma torku nispeten düz olduğundan, modu “ortalama” ve aralığı 5400 ile 9000 derece olarak ayarlayacağız. Ayrıca çalışma torku sınırlarımızı 3,5 ile 4,5 Nm arasında da ayarlayabiliriz.
 Şimdi ana ekrana geri döndük ve ilk vidayı sıkmaya hazırız.
Şimdi ana ekrana geri döndük ve ilk vidayı sıkmaya hazırız.
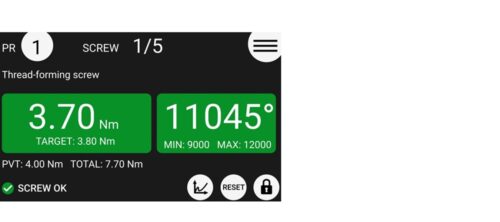
Yukarıdaki ekran görüntüsünde de görülebileceği gibi, işlemimiz başarıyla tamamlandı; ölçülen mevcut tork 4 Nm, hedef tork ise 3,7 Nm olarak belirlendi. Uygulanan toplam torkun 7,7 Nm olduğu kaydedildi (ölçülen mevcut tork ile hedef torkun toplamı).
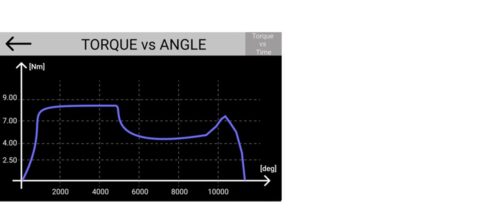
Grafik ekranını açarsak, tornavidanın ilk diş açma direncini (yaklaşık 8,8 Nm) nasıl aştığını ve ardından sıkma aşamasında yaklaşık 4 Nm’ye nasıl düştüğünü de görebiliriz. Daha sonra, sıkma aşamasında tork eğrisinin tekrar yükselmeye başlayarak 7,7 Nm’lik nihai bir kapanma torkuna ulaştığını gözlemleyebiliriz.
Diş açan vidalar, malzemeyi kesmek yerine yer değiştirerek iç dişler oluşturdukları için , güçlü titreşim altında bile ve kilit rondelası kullanılmadan gevşemeyi önleyen çok büyük bağlama kuvvetleri sağlayan sıfır boşluklu bir uyum sağlarlar. Bu özellik, onları özellikle otomotiv endüstrisi için uygun hale getirir ve bu sektörde giderek daha yaygın hale gelmektedirler.
Diş açan vidalar da benzer bir tork eğrisi izler; ilk diş açma sırasında bir tepe noktası oluşur, ardından daha düşük bir çalışma torku gelir, ancak dişlerin oluşturulması yerine daha az enerji yoğun kesme işlemi nedeniyle genel tork profili daha düşüktür. Bu faktör, yıkıcı iç gerilimlerin önlenmesi gereken malzemeler için veya daha düşük torklu aletlerin tercih edildiği durumlarda onları uygun hale getirir.
Eklem gevşemesini telafi etmeye çalışırken , diğer çok adımlı stratejilere ihtiyaç duyulabilir. Bu gevşeme, neredeyse tüm bağlantılı yerlerde, kusurlu eşleşmiş yüzeylerin gömülmesi nedeniyle değişen miktarlarda meydana gelen bir olgudur .
Doğru tasarlanmış bağlantılar için gevşeme o kadar küçüktür ki güvenle göz ardı edilebilir (ve genellikle %5’lik bir kayıp zaten hesaba katılır); ancak diğer durumlarda, operatör bu etkiyi azaltmak isteyebilir ve çoğu zaman, mevcut tork fazından hemen sonra ancak son torktan önce basit bir vites düşürme adımı bu amaca ulaşmaya yardımcı olabilir. Vites düşürme, kapatma torkunu uygulamadan hemen önce 50-100 ms’lik bir zaman gecikmesi ekleyerek, bağlantıdaki kısa süreli gevşeme etkilerini etkili bir şekilde ortadan kaldırır. Uzun süre yerleşen parçaların, rondelaların ve contaların kullanıldığı bağlantılarda gevşemenin muhtemelen daha uzun bir süre boyunca meydana geleceğini
ve farklı bir sıkma stratejisinin daha uygun olacağını unutmayın . Bu durumlarda, zaman içindeki gevşemeyi ölçmek için kapsamlı bir test analizi yapılması da önerilir . Kritik bağlantılar için, bu simülasyonlar ön yük kaybının boyutunu ve gerekli düzeltici önlemleri belirlemek açısından çok önemlidir. Bu konuyu daha sonraki bir makalede ayrıntılı olarak ele alacağız ve Kolver’in K-GRAPH yazılımı bu bağlantıların analizinde oldukça yardımcı olabilir.
Hangi uygulamayı ele alıyor olursanız olun ve ister basit bir tork-açı stratejisine, ister baskın tork stratejisine veya çok adımlı bir stratejiye ihtiyacınız olsun, Kolver’in K-DUCER serisi hassas elektrikli tornavidaları, kurulumu kolay ve sezgisel hale getirecek ve üretim hattınızda tekrarlanabilirlik ve hassasiyet sağlayacaktır.