Hassas bağlantı konusunda yeni olan birinin, sert bağlantılarla uğraşırken elektrikli tornavidaların hassasiyet eksikliğinden şikayet etmesi alışılmadık bir durum değildir; gerçekte, Kolver’in K-DUCER’ı gibi tork kontrolüne sahip akıllı bir bağlantı sistemi, en sert bağlantılarda bile üstün hassasiyet elde etmek için kolayca programlanabilir.
Daha önce de gördüğümüz gibi , sert bir bağlantı, sıkma sırasında birleşen yüzeyler arasında minimum hareketle karakterize edilir ve bu da bağlantı elemanı temas ettiğinde torkta hızlı bir artışa neden olur. Bu ani tork artışı, tüm dönen parçaların ataleti nedeniyle aşırı sıkmaya, bileşenlerde potansiyel hasara veya çok yüksek hızda çalışırken tutarsız sıkıştırma kuvvetlerine yol açabilir.
K-DUCER, bu zorluğu hız düşürme fonksiyonuyla çözüyor.
Bu özellik, tornavidanın ilk çalıştırma aşamasında daha yüksek hızda çalışmasına ve ardından belirtilen tork eşiğine ulaşıldığında hızı otomatik olarak düşürmesine olanak tanır. Tork arttıkça yavaşlayarak, hız düşürme fonksiyonu, operatörlere kritik son sıkma aşamasında daha fazla kontrol sağlar ve aşırıya kaçmadan istenen torkun elde edilmesini garanti eder.
Ayrıca, v40 sürümünden itibaren K-DUCER, operatörün sert bir bağlantı ile çalıştığını ve vites düşürme fonksiyonunu kullanmadığını otomatik olarak algılayacak ve kullanıcının sıkma stratejisini değiştirmesi için önlem almasını önerecektir.
Sert bağlantılar ne zaman ve neden kullanılır?
Sert bağlantılar, dayanıklılık, sağlamlık ve hassasiyet sunarak yüksek kuvvet, titreşim ve aşırı koşullara sahip uygulamalar için idealdir. Sert yapıları, gevşeme riskini en aza indirerek ve aşınmaya ve gevşemeye karşı dirençleri sayesinde daha az bakım gerektirerek uzun ömürlü bağlantılar sağlar. Bu da onları otomotiv ve havacılık endüstrilerinde ve bazen de elektronikte, özellikle titreşimin bileşene zarar verebileceği durumlarda popüler bir seçim haline getirir.
Pratik Bir Örnek
Metal-metal birleşimi ve yepyeni bir K-DUCER sistemiyle bir test ortamı kuralım.
 Test Ortamımız
Test Ortamımız
İlk deneme için, tornavidanın devir sayısını 600 RPM’ye, tork hedefini 3,50 Nm’ye ayarlayalım ve neler olduğunu gözlemleyelim.
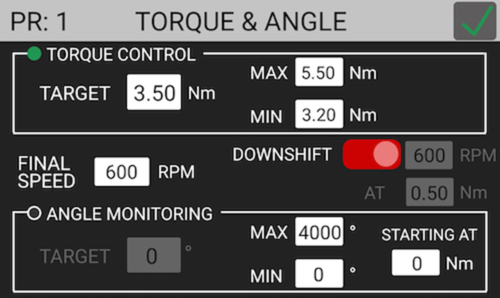 İlk ayarlarımız
İlk ayarlarımız
 İlk Sonuçlarımız
İlk Sonuçlarımız
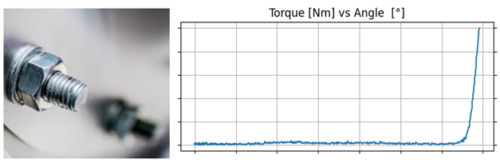
Gördüğümüz gibi, bu hızda tornavidanın o kadar fazla ataleti ve durmak için o kadar az zamanı vardı ki, hedef torku neredeyse 1,50 Nm aştı. Tork-açı fonksiyon grafiğine baktığımızda, bu sert bağlantının çok dik bir eğime sahip olduğunu ve oturma noktasından nihai torka kadar olan açının oldukça küçük olduğunu görüyoruz. Başka bir deyişle, vidanın alttaki yüzeyle temas ettiği an ile tornavidanın nihai torka ulaştığı ve durması gerektiği an arasında çok kısa bir aralık vardır.
 Vida yerine oturduktan sonra tork-açı fonksiyonu hızla yükselir.
Vida yerine oturduktan sonra tork-açı fonksiyonu hızla yükselir.
Kaçınılmaz olarak, bu durum yüksek hızlarda imkansız hale gelir, tıpkı çok hızlı hareket eden bir aracı durdurmaya çalışmak gibi.
Daha teknik olarak, yavaşlama aşamasında , direnç az olduğu için vida hızlı ve serbestçe döner. Vida başı yüzeye ( oturma noktasına ) temas eder etmez, malzeme sıkışması veya esnemesi çok az olduğu için direnç anında yükselir . Vidanın dönüşündeki ani durma (direnç nedeniyle), yüksek hızlı hareketten kalan kinetik enerjinin ekstra tork olarak emilmesi anlamına gelir .
KDU Kontrol Cihazında Vites Küçültme Fonksiyonunun Ayarlanması
Şimdi programımızın ayarlarındaki Tork ve Açı ekranına geri dönelim ve vites düşürme işlevini etkinleştirelim.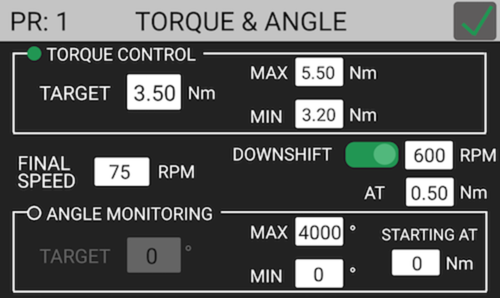 Vites düşürme AÇIK
Vites düşürme AÇIK
Vites küçültmeyi açtıktan sonra, ilk hızımızı 600 RPM’de bırakalım, ancak son hızı 0,50 Nm’den başlayarak, yani oturma noktasından kısa bir süre sonra, 75 RPM olarak ayarlayalım.
Kısayol: Değişikliklerinizi kaydetmek isteyip istemediğiniz sorulduğunda, doğrudan ana ekrana dönmek için EVET’e basılı tutun.
Şimdi ne olduğunu görelim… Sonuçlarımız oldukça iyileşti.
Sonuçlarımız oldukça iyileşti.
Tornavida şimdi öncekiyle aynı hızda yaklaşıyor ancak vida yerine oturduğu anda belirgin şekilde yavaşlıyor. Artık aşırı hareket yok ve elde edilen torkun tam hedef olan 3,51 Nm olduğunu görebiliyoruz !
Vites küçültme fonksiyonumuz beklendiği gibi çalışarak, sert metal-metal bağlantı noktamız için hassas tork kontrolü sağladı.
Ayrıca, sert bir bağlantıda oturma noktasından nihai torka kadar olan sıkma aşaması son derece kısa olduğundan, tornavidanın düşük hızda çalışacağı süre çok kısa olacaktır. Başka bir deyişle, bu sıkma stratejisinin üretim süreleri üzerindeki etkisi ihmal edilebilir düzeyde olacaktır .
Sıkma ayarlarınıza çok dikkat edin.
Özetle, yüksek hızlarda sert bağlantıları sıkarken , tornavidanın ataleti ve motor tepki süresi, aletin durmadan önce amaçlanandan daha fazla tork uygulamasına neden olabilir ; bu da aşırı sıkmaya, diş sıyırmasına veya hatta bağlantı elemanının arızalanmasına yol açabilir. Ayrıca, tork okumalarının tutarsız olmasına ve bir sıkmadan diğerine yüksek değişkenlik göstermesine neden olarak kalite kontrolünü etkileyebilir.
Vidanın yerine oturduğu noktada tornavidanın hızını düşürerek , aletin emmesi gereken kinetik enerji azalır ve hedef torkta daha hassas bir şekilde durur .
K-DUCER artık, operatörlerin sert bir bağlantı ile karşı karşıya kalmaları ve sıkma stratejilerinde bunu hesaba katmamış olmaları durumunda onları uyaracak; böylece daha kontrollü bir sıkma işlemi elde etmek ve tekrarlanabilir, yüksek kaliteli bir bağlantı sağlamak için gerekli basit adımları atabilecekler.