 Montaj dünyasında, dişli bağlantı elemanları yapıları ve makineleri bir arada tutan temel bileşenlerdir. Ancak, bir bağlantı elemanını takmak, nihai ürünün bütünlüğünü ve güvenliğini sağlamak için yeterli değildir. Makalemizde de gördüğümüz gibi , bağlantı elemanı sıkıldığında oluşan sıkıştırma kuvveti ön gerilme veya ön yükleme olarak bilinir ve parçaları bir arada tutan kuvvettir. Bağlantı elemanı, uygulamaya ve üreticinin tavsiyelerine bağlı olarak belirli bir sıkıştırma kuvveti seviyesine kadar sıkılmalıdır. Ne yazık ki, sıkıştırma kuvvetini doğrudan ölçmek zor ve zaman alıcı olabilir ve yüksek hacimli montaj hatlarında kullanımı pratik olmayan gelişmiş cihazlar gerektirir. Bir bağlantı elemanına uygulanan tork miktarı ile ortaya çıkan sıkıştırma kuvveti arasında doğrudan bir ilişki olduğundan, genellikle bağlantı elemanına uygulanan torku ölçerek ve üreticinin spesifikasyonlarını izleyerek belirli bir sıkıştırma kuvveti seviyesine ulaşmak mümkündür. Gerçekte, sürtünme ve diğer çevresel faktörler, aynı torkun farklı bağlantı noktalarında tam olarak aynı sıkıştırma torku seviyesini üreteceğini garanti etmeyi imkansız hale getirir; bu nedenle, uygulama gereksinimlerine bağlı olarak farklı sıkma yöntemleri kullanılır.
Montaj dünyasında, dişli bağlantı elemanları yapıları ve makineleri bir arada tutan temel bileşenlerdir. Ancak, bir bağlantı elemanını takmak, nihai ürünün bütünlüğünü ve güvenliğini sağlamak için yeterli değildir. Makalemizde de gördüğümüz gibi , bağlantı elemanı sıkıldığında oluşan sıkıştırma kuvveti ön gerilme veya ön yükleme olarak bilinir ve parçaları bir arada tutan kuvvettir. Bağlantı elemanı, uygulamaya ve üreticinin tavsiyelerine bağlı olarak belirli bir sıkıştırma kuvveti seviyesine kadar sıkılmalıdır. Ne yazık ki, sıkıştırma kuvvetini doğrudan ölçmek zor ve zaman alıcı olabilir ve yüksek hacimli montaj hatlarında kullanımı pratik olmayan gelişmiş cihazlar gerektirir. Bir bağlantı elemanına uygulanan tork miktarı ile ortaya çıkan sıkıştırma kuvveti arasında doğrudan bir ilişki olduğundan, genellikle bağlantı elemanına uygulanan torku ölçerek ve üreticinin spesifikasyonlarını izleyerek belirli bir sıkıştırma kuvveti seviyesine ulaşmak mümkündür. Gerçekte, sürtünme ve diğer çevresel faktörler, aynı torkun farklı bağlantı noktalarında tam olarak aynı sıkıştırma torku seviyesini üreteceğini garanti etmeyi imkansız hale getirir; bu nedenle, uygulama gereksinimlerine bağlı olarak farklı sıkma yöntemleri kullanılır.
Tork kontrolü ile sıkma
En yaygın sıkma yöntemi tork kontrollü sıkmadır . Bu yöntem uygulaması kolay , maliyet etkin ve eğitimi basittir. Montaj torku özellikleri yaygın olarak mevcuttur ve bu da istenen sıkılık seviyesine ulaşmak için kabul görmüş ve standartlaştırılmış bir yöntem haline getirir. Genel olarak, tork kontrollü bir alet, önceden ayarlanmış bir tork değerine ulaştıktan sonra otomatik olarak kapanır.
Tork-gerilim ilişkisinde bağlantılar arasında hiçbir varyasyon olmasaydı, tork kontrol yöntemi her seferinde istenen sıkıştırma kuvveti seviyesine ulaşmanın mükemmel yolu olurdu. Bununla birlikte, daha önce de belirtildiği gibi, sürtünme gibi değişken faktörler sürece hassasiyetsizlik katar. Sonuçta, bağlantı elemanına uygulanan torkun %20’sinden azı bağlantı elemanı ön yüklemesi üretir. Geri kalanı dişlerde ve sıkıştırma yüzeylerinde sürtünmeyi aşmak
için kullanılır. Bu nedenle, sınırlamalarına rağmen tork kontrollü sıkma, montajda en yaygın kullanılan bağlantı yöntemi olmaya devam etse de, daha zorlu ve yüksek hassasiyet gerektiren uygulamalar için üreticilerin daha gelişmiş sıkma stratejilerine bakmaları gerekmektedir.
Tork ve açı ile sıkma
Bu stratejilerden biri tork ve açı izleme ve kontrolü olarak bilinir . Adından da anlaşılacağı gibi, bu yöntem vidadaki istenen ön yükleme seviyesine ulaşmak için hem torku hem de dönüş açısını kullanır. Daha yüksek sürtünme, torkun daha hızlı yükselmesine (yani vidanın daha az dönüş derecesinden sonra) neden olabileceğinden, buradaki fikir, açıyı izleyerek tork ve sıkıştırma kuvveti arasındaki ilişkiyi etkileyen faktörleri hesaba katmak ve bağlantı elemanında daha tutarlı bir uzama sağlamak, böylece bağlantılar arasında uygulanan sıkıştırma kuvvetinin daha tekrarlanabilir bir miktarda olmasını sağlamaktır.
Bu iki şekilde gerçekleştirilebilir.
İlk yöntem olan açı izlemeli tork modu, standart tork kontrollü sıkmaya benzer, ancak en önemli farkı, son açının önceden belirlenmiş minimum ve maksimum değerler arasında olmasını sağlamasıdır . İstenen torka ulaşılmış ancak açı önceden belirlenmiş sınırların dışında kalmışsa, sıkma işlemi hatayla sonuçlanacaktır.
Diğer mod olan açı modu ise , sıkma torkunu izlerken önceden belirlenmiş bir açıya ulaşmaya öncelik verir.
Önceden belirlenmiş bir eşik torkundan, ideal olarak vidanın oturma noktasındaki torktan başlayarak, alet dönme açısını ölçmeye başlayacak ve istenen dereceye ulaştığında sıkmayı durduracaktır. Ek olarak, Kolver’in PLUTO, MITO ve NATO Serisi gibi elektrikli tornavidalarında , operatör minimum ve maksimum tork da ayarlayabilir; istenen açıya ulaşıldığında nihai tork bu sınırlar dışında kalırsa, işlem hata ile sonuçlanacaktır.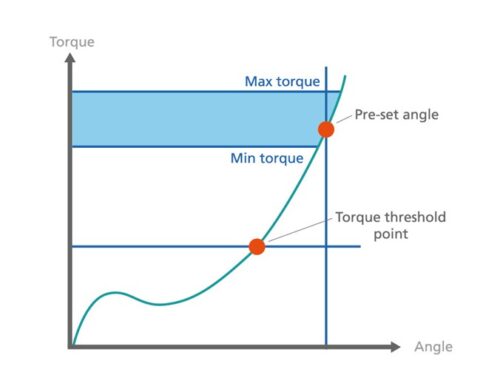
Ayrıca, tork ve açı izleme, kalite kontrolü ve süreç iyileştirmesi için değerli veriler ve grafikler sağlar. Sıkma işlemi boyunca alınan ölçümler , eğilimleri, anormallikleri ve potansiyel sorunları belirlemek için analiz edilebilir ; bu da montaj sürecinde performansı artırmak ve kusur riskini azaltmak için ayarlamalar yapılmasına olanak tanır .
Getiri kontrolü ve gelişmiş sıkılaştırma stratejileri
Tork ve açı kontrolü, basit tork kontrolüne kıyasla üstün bir hassasiyet sağlarken, iki dezavantajı vardır: Birincisi, belirtilen dönüş açısı, vidanın oturma noktasından (yani vida başının yüzeye temas ettiği noktadan) başlamalıdır. Açıyı çok geç veya çok erken ölçmeye başlarsak, uygulanan nihai sıkıştırma torkunu mutlaka değiştiririz. Ayrıca, cıvata uzunluğu-çap oranları küçüldükçe, her bir dönüş derecesiyle daha fazla ön yükleme oluşur, bu nedenle daha yüksek doğruluk gereklidir.
İkincisi, nihai tork sınırları genellikle, vidanın oturma noktasına kadar karşılaşılan sürtünme kaynaklı çalışma veya mevcut torkun değişken miktarını hesaba katmayan sabit parametreler olarak ele alınır. Başka bir deyişle, tork ve açı yöntemi , bağlantılar arasında açı ve toplam tork tutarlılığını sağlar , ancak bağlantılar arasında tutarlı sıkıştırma torkunu mutlaka garanti etmez .
Havacılık ve otomotiv gibi sektörlerde en yaygın olan güvenlik açısından kritik uygulamalarda, tutarlı bir sıkıştırma kuvveti seviyesine ulaşmak çok önemlidir, bu nedenle daha gelişmiş sıkma stratejileri kullanılmalıdır. Bu uygulamalarda, belirtilen montaj torku genellikle çalışma torkunun üzerindeki tork olarak gösterilir ve işte bu noktada gelişmiş sıkma tekniklerini uygulayabilen akıllı tork aletleri hayati önem kazanır.
Bu tekniklerden biri, karşılaşılan hakim torku dinamik olarak belirlemeyi ve bunu nihai montaj torkunu belirlemek için kullanmayı amaçlar; böylece her bir bağlantı noktasında tutarlı bir sıkıştırma kuvveti uygulanır. 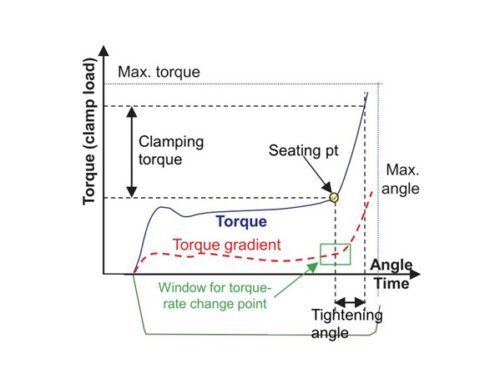
Daha fazla doğruluk ve tekrarlanabilirlik sağlamanın bir diğer yolu da akma kontrolüdür . Otomotiv sektöründe yaygın olan bu teknik, bir bağlantı elemanını elastikiyet sınırına kadar sıkmayı ve her bir bağlantı elemanına özgü mukavemet potansiyelini en üst düzeye çıkarmayı amaçlar. Bu genellikle, bir eşik torkuna ulaşıldıktan sonra tork gradyanının (yani torkun açıya göre değişim oranı) gerçek zamanlı olarak izlenmesi ve belirli bir gradyana ulaşıldığında sıkma işleminin tamamlanmasıyla elde edilir.
Verim kontrollü sıkmanın temel avantajı, değişen sürtünme seviyelerinde bile her işlemde sağladığı düzgün ön yükleme ile birlikte daha yüksek bir sıkıştırma kuvveti üretmesidir ; temel dezavantajı ise aşırı sıkmayı ve bağlantı elemanı arızasını önlemek için kullanılan ekipmanda son derece hassasiyet gerektirmesidir.
Sonuçlar
Gördüğümüz gibi, montaj süreçlerinde bağlantı elemanlarını sıkmanın, her birinin kendi avantaj ve dezavantajları olan çeşitli yöntemleri vardır.
Tork kontrollü sıkma, en uygun maliyetli ve yaygın olarak kullanılan yöntemdir ve belirli bir sıkılık seviyesine ulaşmak için sıkma sırasında bağlantı elemanına uygulanan torkun ölçülmesini içerir. Tork ve açı kontrollü sıkma, üretilen sıkıştırma kuvvetinin daha hassas ve doğru bir ölçümünü elde etmek için hem torkun hem de bağlantı elemanının dönüş açısının ölçülmesini içerir .
Çalışma (veya hakim) tork telafisi, tork ve sıkıştırma kuvveti arasındaki ilişkiyi etkileyen sürtünme ve diğer faktörlerdeki varyasyonları telafi etmek için sıkma sırasında uygulanan torku ayarlayan bir yöntemdir . Ve akma kontrollü sıkma, bağlantı elemanı plastik olarak deforme olduğu ve çalışma sırasında karşılaşılan sürtünme miktarına bakılmaksızın istenen sıkılık seviyesine ulaşıldığını gösteren belirli bir akma noktasına ulaşana kadar bağlantı elemanını sıkmayı içerir. Ayrıca, ek sıkma stratejileri, çapraz diş açma, uç kayması, diş sıyırması ve daha fazlası gibi üretim hattı ortamında ortaya çıkabilecek belirli sorunları önleyebilir.
Sonuç olarak, teknik seçimi, belirli montaj gereksinimleri ve kısıtlamalarının kapsamlı bir şekilde anlaşılmasına ve her yöntemin içerdiği maliyet, zaman ve performans dengelerinin dikkatli bir şekilde değerlendirilmesine dayanmalıdır.