 Önceki yazılarımızda , bir bağlantı elemanı ve bağlantı hakkında önemli veriler elde etmek için tork çalışmasının nasıl yapılacağını gösterdik. Özellikle, deformasyon aşamasını, oturma noktasını (vida başının deformasyon aşamasının sonunda malzemeye tamamen temas ettiği nokta), oturma noktasındaki tork ve açı değerlerini ve bağlantı elemanının kırıldığı akma noktasını nasıl belirleyeceğimizi gördük.
Önceki yazılarımızda , bir bağlantı elemanı ve bağlantı hakkında önemli veriler elde etmek için tork çalışmasının nasıl yapılacağını gösterdik. Özellikle, deformasyon aşamasını, oturma noktasını (vida başının deformasyon aşamasının sonunda malzemeye tamamen temas ettiği nokta), oturma noktasındaki tork ve açı değerlerini ve bağlantı elemanının kırıldığı akma noktasını nasıl belirleyeceğimizi gördük.
Burada bu bilgileri Kolver’in K-DUCER hassas bağlantı sisteminde uygun parametreleri ayarlamak için kullanacağız. Ancak öncelikle, bağlantı tiplerini ve bunların doğru parametre seçimimizi nasıl etkilediğini kısaca gözden geçirelim.
Eklem tipinin önemi
Bağlantı tipinizin özelliklerini anlamak, K-DUCER sisteminin hassasiyetini en üst düzeye çıkarmak, aletin aşınmasını en aza indirmek ve uygulamanız için montaj döngüsü süresini en aza indirmek açısından kritik öneme sahiptir.
ISO 5393:2017 standardına göre, bulabileceğiniz bağlantı türleri bu iki “uç” tanım arasında yer alacaktır:
1- Yumuşak, elastik, düşük tork oranlı bağlantı: bağlantı elemanı yerine oturduktan sonra, sıkma işlemi hedef tork değerine bir tam turdan fazla sürede (> 360°) ulaşır.
Örnekler: plastik vidalar; yarık rondelalı bağlantı elemanları; kendinden diş açan bağlantı elemanları.
2- Sert bağlantı, esnek olmayan bağlantı veya yüksek tork oranlı bağlantı: bağlantı elemanı yerine oturduktan sonra, sıkma işlemi hedef tork değerine bir devrin çok küçük bir bölümünde (< 30°) ulaşır.
Bunun nedeni, birleştirilen malzemelerin sıkıştırma kuvvetine maruz kaldıklarında çok az sıkışması ve bu durumun, birleştirilen parçalar arasındaki ilk temastan sonra bağlantı elemanının minimum dönüşüyle birlikte torkta hızlı bir artışa yol açmasıdır.
Örnekler: Basit bir rondela ile metal sokete takılmış metal vidalar.
Daha önce de görüldüğü gibi, bağlantı tipini belirlemenin basit bir yolu, bağlantı elemanınızı K-DUCER ile sıkmak ve Tork-Zaman grafiğinin eğimini gözlemlemektir. Yumuşak bir bağlantı, oturma noktasından son torka kadar orta derecede bir eğim gösterirken, sert bir bağlantı çok yüksek bir eğim (neredeyse dikey) gösterecektir.
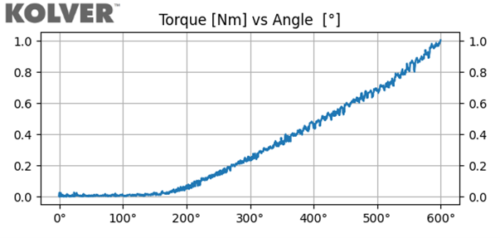
Yukarıdaki resim: K-DUCER’deki yumuşak bir bağlantı için tork-açı grafiği. Bu bağlantının nihai torka ulaşması yaklaşık 450 derece sürer.
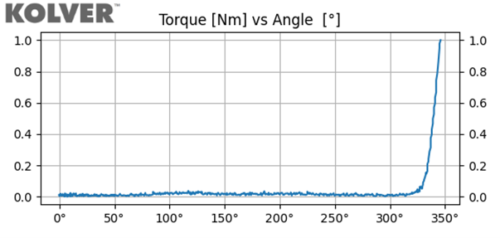
Yukarıdaki resim: K-DUCER’deki sert bir bağlantı için tork-açı grafiği. Bu bağlantının nihai torka ulaşması yaklaşık 20 derece sürer.
K-DUCER’ın v40 sürümünden itibaren (unutmayın, her zaman en son sürüme ücretsiz olarak yükseltebilirsiniz!), kontrol ünitesi sert bağlantıları otomatik olarak algılayacak ve optimum olmayan parametreler nedeniyle hedef torkta %5’lik bir sapma içinde duramazsa durum çubuğunun altında bir uyarı gösterecektir.
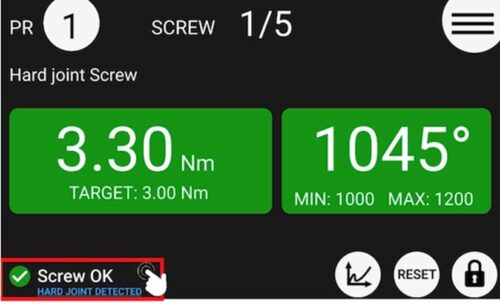 Yukarıdaki resim: K-DUCER sert bir bağlantı tespit etti ve bu uygulama için daha uygun ayarlar önerecektir.
Yukarıdaki resim: K-DUCER sert bir bağlantı tespit etti ve bu uygulama için daha uygun ayarlar önerecektir.
Uygun program ayarlarının belirlenmesi:
Daha önce de açıklandığı gibi, K-DUCER son derece hassas bir sistemdir, ancak istenen torkun doğru şekilde uygulanmasını ve tornavida motorunun etkili ve verimli bir şekilde çalışmasını sağlamak için uygun ayarların seçilmesi son derece önemlidir.
Uygulamanız için uygun program ayarlarının belirlenmesi dikkatli bir değerlendirme gerektirir ve ideal olarak tork özelliklerini ve montaj bağlantısının mekanik özelliklerini bilen eğitimli bir mühendis tarafından yapılmalıdır.
Lütfen bu süreç boyunca Kolver temsilcinizin sağladığı ücretsiz destekten yararlanın.
Aşağıda bazı genel yönergeler verilmiştir, ancak bunlar uygulamanın dikkatli bir şekilde incelenmesinin yerini tutmaz. Her uygulama benzersizdir ve bu yönergelerden sapmalar gerektirebilir.
Bu yönergeler her zaman montaj bağlantısının özelliklerine ve operatörün ve çalışma ortamının tüm güvenlik gereksinimlerine göre geçersizdir.
Kolver, bu yönergelerin uygulanmasından kaynaklanan hasar veya yaralanmalardan sorumlu değildir.
Sert/esnek olmayan eklemler
Bu bağlantıların düşük hızda tamamlanması, hassasiyeti artırmak ve sıkma işleminin sonunda yüksek hızlı darbeyi önlemek için en iyisidir.
100 RPM gibi düşük bir SON HIZ seçin ve istenirse, hedef torkun %20-50’sine eşit bir açı eşiği veya tork eşiği kullanarak VİTES DÜŞÜRME ayarını etkinleştirerek iki kademeli bir yaklaşım kullanın.
Genel olarak, tornavidanın çalışma aralığına göre tork hedefi ne kadar düşükse, motor ataletinin etkisi o kadar yüksek olur ve bu da, son tork hedefini aşarak vites düşürme eşiğini geçmemek için daha düşük bir vites düşürme hızı gerektirir.
Başka bir deyişle, daha güçlü bir motor, hedef torka ulaşmadan önce hızını düşürmediğimiz sürece çok düşük torkta durmakta daha zorlanacaktır. Vites küçültme fonksiyonu tam olarak bunu yapar.
Yumuşak/esnek eklemler
Tıpkı egzersiz direnç bantlarını tek bir hızlı hareketle germek yerine yavaşça germenin çok daha zor olması gibi, elastik bir eklemi sıkmak da düşük hızlarda daha fazla motor gücü gerektirir.
Bu nedenle, bu yumuşak bağlantılar, motorun uzun süre gerilim altında kalmasını ve tornavidanın aşırı ısınmasını önlemek için yüksek hızda gerçekleştirilmelidir.
Bu bağlantılar için daha yüksek bir SON HIZ seçin ve iki hızlı bir yaklaşım gerekiyorsa, torkun büyük kısmının daha yüksek hızda da uygulanmasını sağlamak için, hedef torkun en az %80’i kadar bir açı eşiği veya tork eşiği kullanarak VİTES DÜŞÜRME ayarını etkinleştirin.
Çok esnek mafsallar veya tornavidanın hareket aralığına göre yüksek hedef torka sahip yarı esnek mafsallar, daha yüksek bir SON HIZ’dan ve VİTES DÜŞÜRME fonksiyonunun hiç kullanılmamasından fayda sağlayabilir.
Pratik bir örnek
Tork çalışması örneğimizde şunları tespit etmiştik:
Bu değerler sert bir bağlantıya işaret ediyor.
Tekrarlanan sıkıştırma işlemlerinin benzer sonuçlar vereceğini varsayarsak, aşağıdaki parametreleri ayarlamak isteyebiliriz:
Tork
Tork ve Açı ayarları ekranında, akma noktasına yakın, ancak çok da yakın olmayan bir hedef tork değeri belirlemek istiyoruz. Arıza torkunun %90’ının üzerine çıkmanızı önermiyoruz; aslında, makul bir güvenlik payı sağlamak için genellikle %80 civarında bir değer güvenli bir seçimdir.
Bu nedenle, hedef torkumuzu 1,76 Nm olarak belirleyelim (2,20 Nm * %80 = 1,76), alt ve üst sınırları ise sırasıyla 1,54 Nm ve 1,98 Nm olarak ayarlayalım.
Açı
Açıyı da izlemek istersek, bağlantı elemanının oturma noktasından yaklaşık 200 derece sonra kırıldığını biliyoruz; bu da yaklaşık 0,30 Nm’de gerçekleşir.
Bu nedenle, MAKSİMUM AÇIMIZI 180 dereceye (200 * 90%) ve BAŞLANGIÇ DEĞERİNİ 0,30 Nm’ye ayarlayalım.
0,30 Nm veya üzeri bir tork uygulandığında, açı izleme işlemimizin çok erken tetikleneceğini ve hata vereceğini unutmayın. Bu durumda, her sıkma işleminin başında açıyı saymaya başlayabilir ve BAŞLANGIÇ DEĞERİNİ 0 Nm olarak ayarlayabiliriz.
Örneğimizde, MAKSİMUM AÇI’yı 2180 dereceye (2000 + 180) ve BAŞLANGIÇ DEĞERİNİ 0 Nm’ye ayarlayacağız.
Son Hız
Son olarak, buranın sert bir bağlantı noktası olması nedeniyle, uygun derecede yavaş bir son hız belirlediğimizden emin olmak istiyoruz.
Bu durumda, üretim hattımız için muhtemelen bir KDS PL3 veya PL6 seçerdik. Aletin maksimum hızına yakın bir hızda yavaşlama aşamasını tamamlamak istiyorsak, vites düşürme fonksiyonunu açalım ve son hızı 100 RPM’ye, AT parametresini ise 2000 dereceye veya 0,40 Nm’ye (oturma torkumuzun biraz üzerinde ancak hedef torkumuzun oldukça altında) ayarlayalım. Daha sonra, vites düşürmeye kadar olan yavaşlama hızını, örneğin 1600 RPM’ye (KDS PL3 kullanılıyorsa) ayarlayabiliriz.
Yukarıdaki resim: son ayarlarımız. Tornavida 2000 derece boyunca 1600 RPM hızında çalışacak, ardından hedef tork olan 1,76 Nm’ye ulaşana kadar 100 RPM’ye düşecek ve bağlantı elemanını 2180 dereceden fazla sıkmamasını sağlayacaktır.