 Dişli bağlantı elemanlarıyla parçaları birleştirirken, tork ve malzeme dayanımı arasındaki dengeyi anlamak çok önemlidir. Bu yazıda, vidaları plastiğe sıkarken en iyi uygulamaları ele alacağız ve dişlere zarar vermeden veya uzun vadeli bağlantı bütünlüğünü tehlikeye atmadan optimum sıkıştırma kuvvetine nasıl ulaşılacağına odaklanacağız.
Dişli bağlantı elemanlarıyla parçaları birleştirirken, tork ve malzeme dayanımı arasındaki dengeyi anlamak çok önemlidir. Bu yazıda, vidaları plastiğe sıkarken en iyi uygulamaları ele alacağız ve dişlere zarar vermeden veya uzun vadeli bağlantı bütünlüğünü tehlikeye atmadan optimum sıkıştırma kuvvetine nasıl ulaşılacağına odaklanacağız.
Plastiklere vida takarken uygun tork değerini nasıl belirleyebilirsiniz?
Daha önce dişli bağlantı elemanlarının temellerini ele almıştık . Özetlemek gerekirse:
Genel olarak, sert parçaları (özellikle metal parçaları) birleştirirken, bağlantı elemanının akma noktasına ulaşmadan elde edebileceğiniz en yüksek sıkıştırma kuvvetini elde etmek istersiniz.
Bu durumda, bağlantı elemanının “dayanma yükünü” hedef sıkıştırma kuvveti olarak kullanmak genellikle uygundur. Dayanma yükü, bağlantı elemanının üreticisi tarafından sağlanır ve tipik olarak akma dayanımının %75’ine karşılık gelir; bu da mühendise akma noktasını hedeflemeye kıyasla bir güvenlik payı sağlar.
Ancak buradaki temel varsayım, monte edilen parçanın bağlantı elemanından daha güçlü olmasıdır.
Peki ya metal yerine plastiğe sabitleme yapıyorsanız?
Plastik metalden daha zayıftır, bu nedenle plastik bir parça, metal bir parçanın dayanabileceği aynı miktarda sıkıştırma kuvvetine dayanamaz.
İster diş açma vidası, ister daha özel bir diş oluşturma bağlantı elemanı kullanın, plastik dişlerin sıyrılacağı bir tork değeri olacaktır. Sıyrılma torku, plastiğin mukavemetiyle ilgilidir ve bu – vidanın çekme mukavemeti değil – plastik bir bağlantıdan elde edebileceğiniz maksimum sıkıştırma kuvvetini belirleyen sınırlayıcı faktör olacaktır.
Bu nedenle, plastiğe sabitleme yapılırken, hedef sıkıştırma kuvveti (ve buna karşılık gelen sıkıştırma torku) genellikle bağlantı elemanının dayanım yükünden çok daha düşük olacaktır.
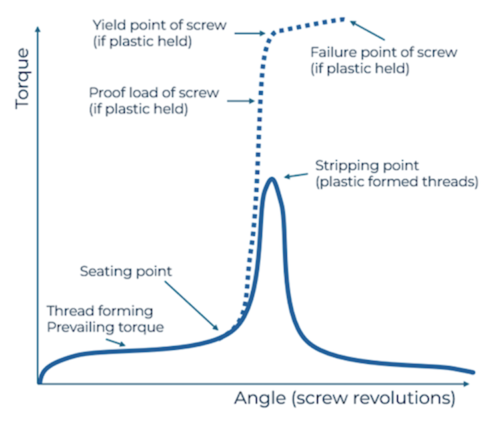
Örneğin, aynı vidanın plastik ve metal içine sıkılması durumunda elde edilen tork-açı grafiği şöyle görünebilir:
 Ek bir sorun daha var: Belirli seviyelerde mekanik strese maruz kaldıklarında, plastikler başlangıçta mukavemetlerini iyi koruyor gibi görünse de, zamanla deforme olurlar.
Ek bir sorun daha var: Belirli seviyelerde mekanik strese maruz kaldıklarında, plastikler başlangıçta mukavemetlerini iyi koruyor gibi görünse de, zamanla deforme olurlar.
Bu olaya gerilim gevşemesi denir ve plastiklerde bu durum, dişlerin sıyrılmasından çok önce, genellikle diş açan bağlantı elemanlarında ulaşılabilen nispeten düşük sıkıştırma kuvvetlerinde kendini göstermeye başlayabilir.
Vida dişlerinin uyguladığı gerilimler plastiği sıyırmaya yetmiyorsa, ancak gerilim gevşemesine neden olacak kadar yüksekse, zamanla bağlantı sıkıştırma kuvvetinin çoğunu kaybedecek ve parça arızalanabilir.
Ek bilgi: Metaller de gerilim gevşemesinden muaf değildir, ancak bu etkinin en çok hissedildiği yerler bağlantıdaki metal olmayan malzemelerdir (plastikler, contalar…).
Plastik malzemeye sabitleme yapılırken dikkate alınması gereken bir diğer husus da mevcut torkun varlığıdır.
Diş açma ve diş oluşturma işlemleri, sıkıştırma kuvvetine katkıda bulunmayan “hakim tork” adı verilen belirli bir tork miktarı gerektirir. Hakim torktaki değişkenliği hesaba katmak için K-Ducer, kolayca yapılandırılabilen bir hakim tork dengeleme modu sunar.
Son olarak, diş açma ve diş oluşturma işlemlerinde sıkma hızına dikkat etmeliyiz. Çok hızlı sıkma, diş arayüzündeki plastiğin aşırı ısınmasına ve özelliklerinin değişmesine neden olabilir. Öte yandan, bazı plastikler ve bazı özel bağlantı elemanları, optimum diş oluşturma performansı elde etmek için minimum bir sıkma hızı gerektirebilir. Bağlantı elemanı tedarikçisinden herhangi bir spesifikasyon yoksa, 300 RPM iyi bir başlangıç noktasıdır.
Peki, plastik yüzeye sabitleme yaparken hedeflenecek tork değeri ne olmalıdır?
Tork çalışması verilerini birkaç kez tekrarladıktan sonra (istatistiksel anlamlılık için ideal olarak 10’dan fazla), tüm eğrileri K-Graph üzerinde kolayca çizebilir ve aşağıdaki iki tork değerinin ortalamasını ve dağılımını not etmeye başlayabilirsiniz:
Doğal olarak, hedeflediğiniz tork değeri bu iki değer arasında bir yerde olmalıdır.
Başka bir özellik belirtilmediği takdirde, plastiğe sabitleme yaparken aşağıdaki iki değerden daha düşük olan hedef tork değerini seçin:
En iyi tutarlılığı elde etmek için, bir sıkıştırma torku hedefi seçin ve K-Ducer’ın geçerli tork dengeleme özelliğini kullanın.
Yeniden sıkma ve yeniden işleme hususları: Eğer zaten şekillendirilmiş bir plastik dişi yeniden sıkıyorsanız, aynı sıkıştırma kuvvetini elde etmek için hedef torkunuzu daha düşük bir değere ayarlamanız gerekir, çünkü geçerli/diş şekillendirme torku daha düşük olacaktır.
Bu , K-Ducer’ın dahili tork dengeleme fonksiyonunu kullanmak için bir başka iyi nedendir ; çünkü aynı parçayı yeniden sıkarken daha düşük bir tork değerini otomatik olarak telafi edecektir . Alternatif olarak, operatörlerin yeniden işlem yapmasını önlemek istiyorsanız, yeniden sıkma sırasında “Vida NOK” hatası sonucu oluşturacak şekilde minimum bir tork değeri ayarlayabilirsiniz; çünkü K-DUCER, torkun neredeyse hiç olmadığını otomatik olarak algılayacaktır.
Diş açan bir bağlantı elemanını yeniden sıkarken, vidayı saat yönünün tersine çevirerek dişe “oturduğunu” hissedene kadar elle çevirmelisiniz ve ardından yaklaşık çeyrek tur daha çevirerek vidayı sabitlemelisiniz. Bu, vidanın mevcut dişe uymasını ve yeni bir diş oluşturmamasını sağlar.
Şimdi gerçek verilerle bir örneğe bakalım!
Naylon malzemede uygun boyutta açılmış bir kılavuz deliğe 4 numaralı diş açma vidası sıkılır.
Hedeflediğimiz tork değeri ne olmalı?
Öncelikle, kopma torku çalışması yapıyoruz. Tek bir vida için sonuç şu şekildedir:
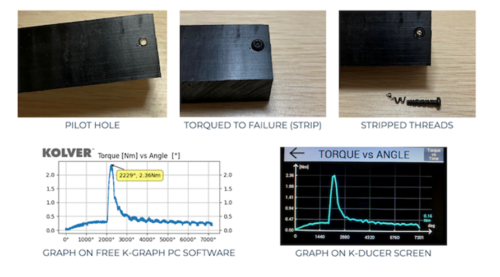 Unutmayın ki, diş açan vidalar doğru şekilde sıkıldığında plastik parçacık üretmez, ancak bu durumda vidanın dişlerini kasten sıyırdık, böylece bağlantı elemanını çıkarırken parçalar ve küçük parçacıklar çıktı.
Unutmayın ki, diş açan vidalar doğru şekilde sıkıldığında plastik parçacık üretmez, ancak bu durumda vidanın dişlerini kasten sıyırdık, böylece bağlantı elemanını çıkarırken parçalar ve küçük parçacıklar çıktı.
Tork-açı grafiğine baktığımızda, oturma noktasının yaklaşık 0,30 Nm ve sıyrılma noktasının yaklaşık 2,30 Nm olduğunu görüyoruz.
Yukarıda belirtilen pratik hesaplamaları takiben:
Bu nedenle hedef olarak 0,90 Nm kullanmalıyız.
Aynı dişleri tekrar sıkmamız gerekirse ne olacak? Ya da geçerli torktaki değişkenliği hesaba katmak istersek?
Bu soruların ikisinin de cevabı aynı: K-Ducer’ın çalışma torku dengeleme özelliğini kullanın!
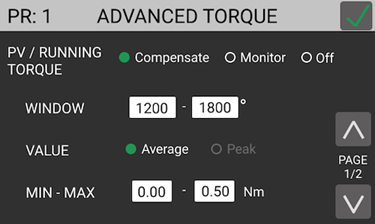
Örneğimizde, çalışma torkunu ayarlamak için hedef torkumuzu 0,70 Nm’ye düşürüyoruz ve 1200 ile 1800 derece arasında bir çalışma torku aralığı yapılandırıyoruz. Çalışma torku değerine minimum ve maksimum sınırlar olarak sırasıyla 0,00 ve 0,50 Nm belirliyoruz. Sökülen bir vidayı tekrar sıkarken bir hata oluşturmak isteseydik, minimum geçerli tork değerini, tekrar sıkarken bulduğumuz değerin üzerinde bir değere yükseltirdik.
Ardından bazı testler yapıyoruz: aşağıdaki grafiklerde, mavi çizgi, 1 Nm’lik statik tork hedefiyle yeni ve kullanılmamış bir kılavuz deliğe sıkılan vidayı göstermektedir.
Diğer renkli izler aynı delikte yapılan yeniden sıkmaları temsil eder. Geçerli tork daha düşüktü, ancak K-Ducer, çalışma torku dengeleme fonksiyonu sayesinde, bize aynı tutarlı sıkıştırma torkunu ve dolayısıyla tutarlı bir sıkıştırma kuvveti miktarını sağlamak için son torku otomatik olarak ayarladı.
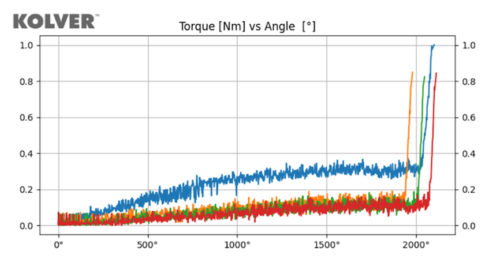 Tüm vidaları 1 Nm’lik statik bir hedef değere kadar sıkmış olsaydık, yeniden sıkılan vidaların sıkıştırma kuvveti çok daha yüksek olurdu ve bu da plastiğin gerilim gevşeme bölgesine ve diş sıyırma noktasına girmesine yol açabilirdi.
Tüm vidaları 1 Nm’lik statik bir hedef değere kadar sıkmış olsaydık, yeniden sıkılan vidaların sıkıştırma kuvveti çok daha yüksek olurdu ve bu da plastiğin gerilim gevşeme bölgesine ve diş sıyırma noktasına girmesine yol açabilirdi.
Kolver: Endüstriyel Elektrikli Tornavidalar
Çalışma torku dengelemesi gibi gelişmiş özelliklere sahip akıllı bir elektrikli sabitleme sistemine mi ihtiyacınız var? K-DUCER’ı bugün deneyin! Daha fazla bilgi için bizimle iletişime geçin.