
Cıvatalı bağlantılarda, rondela kullanımı neredeyse standart bir uygulama haline gelmiştir. İlk bakışta, rondela basit bir bileşen gibi görünür; somun veya cıvata başı ile bağlantı yüzeyi arasına yerleştirilen düz bir diskten ibarettir. Ancak bu basitliğin altında, zaman içinde montajınızın performansını etkileyebilecek karmaşık bir mekanik ve malzeme etkileşimi yatmaktadır.
O halde, rondelaların neden kullanıldığına , cıvata gevşemesini nasıl etkilediklerine ve sıklıkla hafife alınan gömülme olgusunun bağlantı tasarımında neden özel dikkat gerektirdiğine bakalım.
Cıvatalı bağlantılarda neden rondela kullanılır?
Rondelalar, cıvatalı bağlantılarda birden fazla işlev görür. Genellikle şu yerlere eklenirler:
Teoride, tüm bu işlevler bağlantının dayanıklılığını ve güvenilirliğini artırmalıdır. Bununla birlikte, pratikte, özellikle gömme söz konusu olduğunda, etkileri her zaman olumlu olmamaktadır.
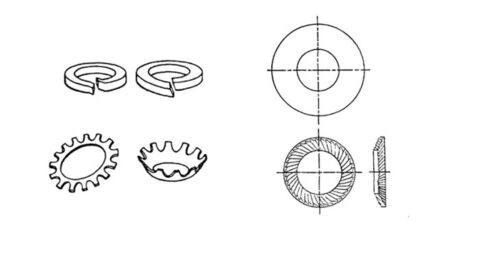
Yaygın olarak kullanılan bazı rondela çeşitleri şunlardır: helisel yaylı rondelalar, düz ve havşa başlı dişli kilit rondelaları, düz ve tırtıklı Belleville rondelaları.
Eklem Gevşemesinde Gömülmenin Gizli Rolü
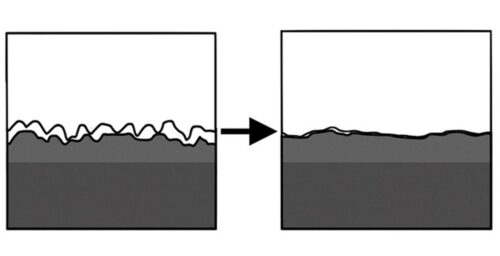
Gömülme, cıvatalı bir bağlantıdaki pürüzlü veya düzensiz temas yüzeylerinin yüksek sıkıştırma kuvveti altında sıkışması sonucu oluşan mikroskobik düzleşme ve deformasyona denir. Bu değişiklikler gözle fark edilmese de, cıvata gerilimi üzerindeki etkileri önemli olabilir.
İşte olanlar:
Gömülme etkisi özellikle aşağıdaki senaryolarda belirgindir:
Kısacası, gömme sadece bir sıkıntı değil; cıvata gevşemesine ve eğer doğru şekilde hesaba katılmazsa, monte edilmiş ürünün potansiyel arızasına büyük katkıda bulunan bir faktördür .
Pulların Çift Taraflı Kılıcı
Pullar yüzey hasarını azaltıp yükü dağıtabilse de, sıkıştırılmış yığına ek bir arayüz oluştururlar . Bu ekstra arayüz, gömülmenin meydana gelebileceği bir başka noktadır ve eğer pul daha yumuşak bir malzemeden yapılmışsa veya cıvatanın sertliğine uygun değilse, sistemdeki zayıf halka haline gelebilir.
Daha da kötüsü, sıkma sırasında rondela cıvata başı veya somunla birlikte dönerse, sürtünme profilini değiştirir, tork-gerilim ilişkisini bozar ve nihai ön yüklemeyi tahmin etmeyi veya kontrol etmeyi zorlaştırır.
Yüksek hassasiyetin gerekli olduğu veya gevşemenin en aza indirilmesi gereken bağlantılarda (örneğin havacılık veya hassas otomasyonda), flanşlı bağlantı elemanları genellikle ayrı bir rondela kullanmaktan daha iyi bir çözümdür. Bunlar rondelayı başlığa veya somuna entegre ederek, yük dağılımını sağlarken bir arayüzü ortadan kaldırır.

Flanşlı bağlantı elemanları.
Akıllı Tork Aletleri Gömülme ve Gevşeme Sorunlarını Nasıl Azaltmaya Yardımcı Oluyor?
Bağlantı elemanları tasarımcıları genellikle spesifikasyonlarında gömülme ve gevşemeyi hesaba katmaya çalışsalar da, üretim sahasındaki gerçeklik nadiren idealdir. Yüzey kusurları, operatör farklılıkları ve gerçek malzeme davranışları, sıkma sırasında gerçekte ne olduğunu yakından ölçmediğiniz sürece tahmin edilmesi ve kontrol edilmesi zor olan ön yükleme kaybına neden olur.
İşte bu noktada Kolver’in K-DUCER gibi dönüştürücülü elektrikli tornavidaları devreye giriyor.
Gerçek Zamanlı Tork ve Açı İzleme
K-DUCER, sıkma işlemi sırasında hem torku hem de dönüş açısını sürekli olarak izleyerek, bağlantı noktasının içinde neler olup bittiğine dair gerçek zamanlı bilgi sağlar .

Gömülmeyi Yönetmek için Gelişmiş Sıkıştırma Stratejileri
En zorlu sektörlerde (havacılık ve otomotiv gibi) gömme işlemi gerçek ve önemli bir zorluk olarak ele alınmaktadır. Örneğin, NASA’nın dişli bağlantı elemanı montajı için resmi prosedürü üç aşamalı bir tork uygulaması gerektirmektedir :
< • Sıkı (nihai torkun yaklaşık %0’ı)
• Nihai torkun %50 ile %75’i arasında
• Nihai torkun %100’ü>>
Bu aşamalı yaklaşım, bağlantıdaki malzemelerin artan yük altında kademeli olarak yerleşmesini ve hizalanmasını sağlayarak, gömülme ve düzensiz yüzey temasının etkilerini en aza indirmeye yardımcı olur . Bu nedenle, mesele sadece nihai kapanma torku değerine ulaşmak değil, oraya nasıl ulaştığınızdır .
Bu prensibe dayanarak, özellikle contalar gibi sıkıştırılabilir malzemeler içeren bağlantılarda en etkili ve sahada kanıtlanmış stratejilerden biri, K-DUCER akıllı elektrikli tornavida serimizi kullanarak yapılan iki aşamalı sıkma işlemidir .
İşte çalışma şekli:
Contalı bağlantılar söz konusu olduğunda , bu yöntem özellikle faydalıdır, özellikle de son tork değeri her iki adımda da uygulanırsa (bu da etkili bir çift sıkma stratejisi oluşturur). İlk sıkmadan sonra, conta malzemesi sıkışır ve bağlantı yüzeylerine uyum sağlar. Kısa bir süre sonra tekrar sıkarak, artık sertleşmiş ve deformasyonunun büyük kısmını zaten geçirmiş bir contaya kuvvet uyguluyorsunuz. Sonuç olarak, daha stabil bir bağlantı elde edilir ve bu bağlantı şu avantajları sağlar:
Deneysel sonuçlar, bu çift vuruşlu yaklaşımın , daha stabil bir yüzeyde yeniden sıkma işlemiyle ön yükleme kaybını yaklaşık %25’ten yaklaşık %10’a kadar düşürebildiğini göstermektedir . Bu, büyük bir etkiye sahip son derece basit bir stratejidir ve daha önce de görüldüğü gibi K-DUCER gibi akıllı bir aletle, her döngüde ve her operatörde tutarlılık sağlayarak, çok kısa sürede kurulabilir.
Tekrarlanabilirlik ve İzlenebilirlik
Her sıkma döngüsü kaydedilir ve izlenebilir, böylece beklenmedik oturma veya gömülmenin erken belirtileri gibi bağlantı davranışındaki varyasyonlar işaretlenebilir, incelenebilir ve ele alınabilir. Bu, üretim hattınızdaki tahmini ortadan kaldırmanın veri odaklı bir yoludur .
Ve tork doğrulaması ve kalite kontrolleri için K-TESTER gibi araçlarla birlikte kullanıldığında , ölçüm, doğrulama ve iyileştirme süreçlerinden oluşan kapalı bir döngü oluşturursunuz .
Özetle: Tork yolculuğu, tork varış noktası kadar önemlidir.
Pullar bir amaca hizmet edebilir, ancak aynı zamanda karmaşıklık ve gömülme yoluyla ön yük kaybı potansiyeli de getirirler. Bağlantı tasarımcıları bu etkileri hesaba katmak için ellerinden gelenin en iyisini yapsalar da, gerçek performans, bir bağlantının sıkma sırasında ve zaman içinde nasıl davrandığına bağlıdır. Bu nedenle, başarı sadece ne kadar tork uyguladığınızda değil, sıkma sırasında ve sonrasında neler olduğunu ne kadar derinlemesine anladığınızda yatar.
Ön yükleme kaybının kesin miktarını belirlemek son derece karmaşık olsa da, çoğu pratik sorun doğru bağlantı yaklaşımıyla hafifletilebilir ve K-DUCER, sorunlara yol açmadan önce gömülmeyi tespit ederek , sıkma stratejilerini gerçek bağlantı davranışına uyacak şekilde uyarlayarak ve döngüden döngüye istikrarlı, tekrarlanabilir ve izlenebilir montaj sağlayarak tam olarak bunu başarmanıza yardımcı olabilir.